Quality Control
Four gates. Calibrated instruments.
A documented QC report behind every shipment.
Every part that leaves OEL clears four formal QC gates - Incoming, In-Process, Final and Outgoing - measured on 3D CMM, 2.5D vision, Rockwell and Vickers hardness, surface roughness and Charpy impact equipment. AQL-based sampling, traceable calibration, PPAP where your industry demands it, and a sanitized sample report on request.
Four QC stages, one quality system
Every order moves through four formal quality gates. A part only advances to the next gate after the previous one is signed off. Manufacturing data is meticulously recorded at every step for traceability and corrective action.
Incoming
Raw materials and bought-in components inspected and marked for receipt. Non-conforming material is returned - it never enters production.
In-Process
Inspections throughout manufacturing on a project-specific cadence. Catches drift before it becomes scrap. Every measurement recorded for traceability.
Final
Finished parts sampled per the AQL plan on critical, major and minor characteristics. Lot is accepted, screened, reworked or rejected.
Outgoing
Random pre-shipment audit of warehouse inventory. Packaging, labels and paperwork verified before the truck leaves the dock.
Stage 01
IQC - Incoming Quality Control
Every batch of raw stock and every shipment of bought-in components is inspected before it is released to the floor. This is the gate that stops upstream supplier issues from ever reaching your part.
What we check
- Mill-test certificate (MTR) verification against PO grade
- Dimensional check on bar, sheet and billet stock
- Hardness sample on heat-treated and tempered grades
- Visual check for surface defects and transit damage
- Quantity reconciliation against packing list
Disposition outcomes
- Accepted - tagged with green "Inspected" label, released to stock
- Conditional - released with restriction (e.g. non-critical parts only)
- Rejected - quarantined and returned to supplier with documented NCR
Documentation produced: IQC inspection record, MTR file, supplier non-conformance report.
Stage 02
IPQC - In-Process Quality Control
Operators check critical dimensions on a project-specific sampling cadence. The cadence is tighter for parts with tight tolerances or short runs, looser for stable long- running setups. The point is to catch drift before it becomes scrap.
What triggers an IPQC check
- First-piece check - every new setup, every shift change, every tool change
- Sampling check - typically every 10th to 25th piece on critical features
- Tooling life check - at the predicted end-of-life of the cutter, insert or die
- Operator-initiated - any operator can stop production if they see a feature drift
What we record
- Measured value vs nominal vs tolerance band
- Operator ID, machine ID, lot ID, cutting tool / insert ID
- Trend chart per critical feature (Cp / Cpk capability tracking)
- Any deviation, with the corrective action taken
Documentation produced: IPQC sampling log, trend / control chart, machine adjustment record. Feeds PPAP capability studies.


Stage 03
FQC - Final Quality Control
The lot-level acceptance gate. Finished parts are sampled per the AQL plan agreed at order time. The sample is inspected against the full feature list, not just the critical ones, and a lot-disposition decision is signed off by a qualified inspector.
What gets checked on each sample
- 100% of GD&T critical characteristics (CC)
- Full dimensional verification per the print
- Surface roughness (Ra) on specified finish features
- Hardness on heat-treated parts
- Coating thickness on plated, anodized or powder-coated parts
- Visual inspection per the customer-agreed visual standard
- Functional test (leak, torque, fit) where the drawing calls for it
Lot disposition
- Accepted - moves to OQC and warehouse
- Screened (100%) - 100% sort to remove defective parts
- Reworked - parts brought to spec; documented rework path
- Rejected - lot contained; CAPA initiated
Documentation produced: FQC inspection report (the document that ships with your order) plus lot disposition record.
Stage 04
OQC - Outgoing Quality Control
The last gate before the truck leaves. OQC is a random audit of warehouse inventory plus a paperwork verification. It catches packaging damage, label mismatches and missing documents before they become customer complaints.
What OQC verifies
- Carton contents match the picking list - quantity and lot
- Labels match the contents - part number, lot, quantity, country of origin
- Pallet labeling - shipping marks per customer routing guide
- Packaging integrity - cartons not crushed, parts protected per spec
- Paperwork pack present - QC report, CoC, MTR (where ordered), packing list, invoice
Random sample size
Randomly selected cartons are opened, inspected and re-sealed with an OQC sticker. Sample size follows the AQL plan at a tighter (Level II / III) inspection level for shipment-readiness.
Documentation produced: OQC release record (the "ready-to-ship" sign-off) plus photo log of audited cartons.

How AQL sampling works at OEL
Acceptance Quality Limit (AQL) is the maximum percent of defective parts that, for sampling purposes, is considered satisfactory as a process average. We use ISO 2859 (equivalent to ANSI/ASQ Z1.4) attribute sampling - the international standard for lot acceptance.
OEL default AQL plan
These are our defaults. We will adjust to your spec - PPM target, customer-mandated AQL, or contract-specific inspection level - on request at order time.
| Characteristic class | AQL | Inspection level | Examples |
|---|---|---|---|
| Critical (CC) | 0.65 | II (general) | Safety-critical features, sealing surfaces, fit-critical bores |
| Major (MA) | 1.0 | II (general) | Functional dimensions, mating features, threaded interfaces |
| Minor (MI) | 2.5 | II (general) | Cosmetic features, non-critical dimensions, surface finish |
Sample size example
For a lot of 1,000 finished parts at AQL 1.0, inspection level II:
| Lot size | 1,000 pieces |
|---|---|
| Sample size code | J |
| Sample size | 80 pieces |
| Accept on | ≤ 2 defects |
| Reject on | ≥ 3 defects |
Per ISO 2859 single-sampling plan, normal inspection.
What we measure
Six categories of inspection cover everything from a ±0.005 mm tolerance on a CNC feature to a Rockwell hardness verification on heat-treated steel. Every measurement is traceable, documented and signed off.
Equipment on the floor
The instruments behind every inspection report. Specifications are the running floor standard - higher-precision equipment is available on request for tighter tolerance work.
Dimensional and Geometric
3D CMM, 2.5D vision, height gauges, calipers and micrometers. GD&T verification down to plus or minus 0.005 mm on tight features.

Hardness Testing
Rockwell (Lorin-class), Vickers microhardness and durometer testing for metals, polymers and elastomers. Verifies heat treatment and case hardening.

Surface Roughness
Roughness gauge for Ra, Rq and Rmax per ISO 4287. Verifies machining finish, polish and grit blast spec.
Material Testing
Charpy V-notch impact testing (with manual notch broaching), tensile coupons and material certifications. The part isn't right if the metal isn't right.

Optical and Vision
2.5D measurement system, optical comparators and toolmaker microscopes for non-contact dimensional checks on small or delicate features.

Functional and Gauge
Go / no-go thread, pin and plug gauges. Custom fixtures for production-volume checks. Leak, torque and salt spray testing where required.
Dimensional and geometric
3D Coordinate Measuring Machine (CMM)
Captures and analyzes the spatial coordinates of a part in three dimensions. Used for full GD&T verification - true position, flatness, parallelism, perpendicularity, profile of a surface.
| Methods | Touch-probe scanning, laser scanning, structured light, photogrammetry |
|---|---|
| Output | Detailed 3D model with deviation map vs nominal CAD |
| Typical accuracy | 2 to 5 micrometers (machine class dependent) |
| Use cases | First-article inspection, GD&T sign-off, reverse engineering |
2.5D Measurement System
Vision-based 2.5D system for non-contact dimensional checks on flat or low-relief features. Faster than CMM for high-volume in-process inspection of thin sheet, gaskets, or stamped parts.
| Method | Optical edge detection with motorized stage |
|---|---|
| Field of view | Up to 200 x 100 mm typical |
| Typical accuracy | Sub-micron resolution; 1 to 2 micrometer measurement uncertainty |
| Use cases | In-process dimensional, thin-wall stamped parts, gasket geometry |
Optical Comparator / Profile Projector
Magnified silhouette projection for profile and contour comparison against a master template. Standard tool for thread profile, gear tooth and small-feature inspection.
| Magnification | 10x, 20x, 50x, 100x interchangeable |
|---|---|
| Stage travel | Up to 250 x 150 mm |
| Use cases | Thread profile, gear tooth form, small-feature inspection |
Hand-tool dimensional kit
Calibrated digital and Vernier instruments for first-line dimensional checks at the operator station. Every tool is on a calibration cycle traceable to national standards.
| Digital calipers | 0 to 300 mm, 0.01 mm resolution |
|---|---|
| Outside micrometers | 0 to 300 mm in 25 mm steps, 0.001 mm |
| Inside / depth micrometers | 5 to 300 mm, 0.001 mm resolution |
| Height gauges | 0 to 600 mm, 0.01 mm resolution |
| Bore gauges | 2 to 250 mm, 0.001 mm resolution |
Material and mechanical testing
Lorin Rockwell Hardness Tester
Measures metal hardness via the Rockwell method - a specific force is applied to an indenter, and the depth of penetration into the material is measured. Verifies heat treatment, case hardening and material certs.
| Scales | HRA, HRB, HRC standard; HRD, HRE on request |
|---|---|
| Range | 20 - 88 HRA, 20 - 100 HRB, 20 - 70 HRC |
| Repeatability | Plus or minus 0.5 HRC typical |
| Use cases | Heat-treated steel, case hardening, material grade verification |
Vickers Microhardness Tester
Diamond pyramid indentation under low load. Used where Rockwell is too coarse - thin coatings, case-depth profiles, small parts and individual grain measurements.
| Scale | HV0.01 to HV1 microhardness, HV5 to HV30 macrohardness |
|---|---|
| Use cases | Case-depth profiles, thin coatings, weld HAZ characterization |
Charpy Impact Test Sample Notch Broaching
Manual notch broaching machine for preparing V-notched Charpy impact test specimens. Feeds into impact testing for low-temperature toughness on pressure-vessel and automotive grades.
| Specimen | 10 x 10 x 55 mm standard Charpy V-notch |
|---|---|
| Notch profile | 2 mm depth, 45 degree included angle, 0.25 mm root radius (ISO 148-1) |
| Use cases | Low-temperature toughness, weld qualification, pressure-vessel |
Material certifications and tensile coupons
Mill-test certifications (EN 10204) on raw stock for certified grades. Tensile and yield strength coupons cut per shipment when contracted.
| Certifications | EN 10204 type 2.1 / 2.2 / 3.1 / 3.2 |
|---|---|
| Tests | Tensile strength, yield strength, elongation, hardness |
| Use cases | Aerospace, medical, pressure vessel, automotive PPAP |
Surface, finish and functional
Surface Roughness Gauge
Stylus-type roughness meter for measuring surface texture parameters per ISO 4287. Quantifies machining quality, polish, grit blast and post-process finish.
| Parameters | Ra (average), Rq (RMS), Rmax (peak-to-valley), Rz, Rt |
|---|---|
| Range | 0.025 to 12.5 micrometer Ra |
| Resolution | 0.001 micrometer Ra |
| Use cases | CNC finish verification, polish sign-off, grit blast spec |
Coating thickness gauge
Non-destructive measurement of paint, plating, anodize and powder-coat thickness. Ensures coatings meet drawing thickness spec and corrosion-resistance requirements.
| Methods | Magnetic induction (ferrous), eddy current (non-ferrous) |
|---|---|
| Range | 0 to 1500 micrometer |
| Use cases | Powder coat, anodize, plating thickness verification |
Thread, pin and gauge sets
Calibrated go / no-go gauges for fastener interface verification. Standard inch and metric thread classes, custom plug and ring gauges for specific fits.
| Thread go/no-go | M2 to M48 (metric), #2 to 1.5" (UNC/UNF) |
|---|---|
| Pin gauges | 0.5 mm to 25 mm, 0.001 mm increments |
| Plug / ring gauges | Custom to drawing tolerance |
Functional test - leak, torque, salt spray
Where the drawing calls for a functional acceptance test, we run it on the production line. Pressure decay leak test, torque-to-yield test on fasteners, and ASTM B117 salt spray for corrosion verification.
| Leak test | Pressure decay, helium mass spec on request |
|---|---|
| Torque test | Programmable torque wrench, 1 to 1000 Nm range |
| Salt spray | ASTM B117 cabinet, 24 to 1000 hour cycles |
When something goes wrong
A robust QC system isn't measured by its zero-defect days. It's measured by how it handles a non-conformance when one occurs.
Containment
Suspect lot is quarantined immediately. Production on the same setup is halted. If shipped product is implicated, the customer is notified within 24 hours.
Root cause analysis
5-Why and fishbone analysis on the failure. We look at the part, setup, operator, tooling, material and inspection method until the actual root cause is identified.
Corrective action
Engineering and quality jointly approve a corrective action: process change, control plan update, tooling rework, or training. Effectiveness is verified before production resumes.
Preventive action
Lessons learned roll into the FMEA, control plan and operator training documents - so the same failure mode doesn't show up on a different program.
All non-conformances are tracked in our CAPA log. PPAP customers receive a formal 8D corrective action report.
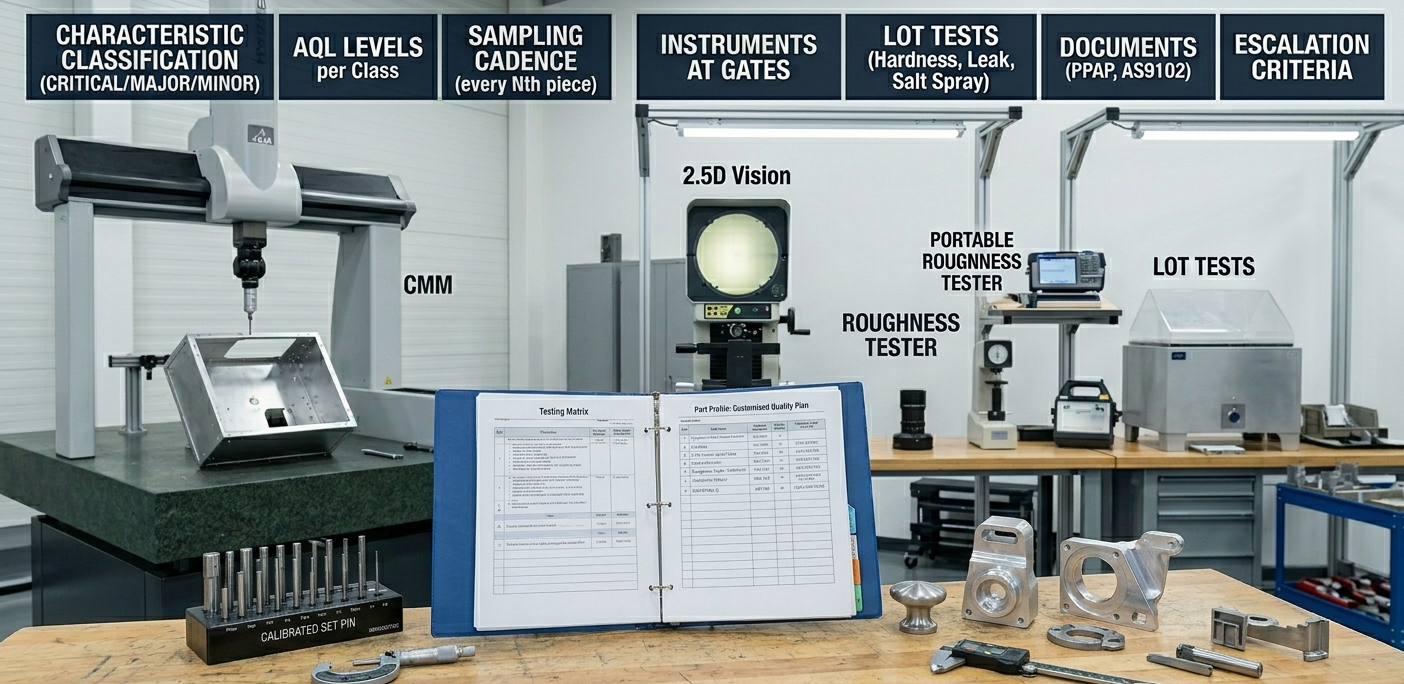
Customized QC plan for every part
There is no one-size-fits-all inspection plan. A safety- critical aerospace bracket and a low-volume decorative knob both go through the four-stage workflow, but the cadence, AQL level and feature scope are very different.
For every new part profile, our quality engineering team builds a customized QC plan that documents:
- Which characteristics are critical, major or minor
- The AQL level for each class of characteristic
- The IPQC sampling cadence (every Nth piece)
- The instruments at each gate (CMM, 2.5D vision, gauges)
- Tests on each lot (hardness, roughness, leak, salt spray)
- Documentation produced (FAIR, MTR, PPAP, AS9102)
- Escalation criteria and customer notification triggers
The plan is reviewed with you at PPAP / first-article stage and updated when the part design or process changes.
What's in the QC inspection report
The standard FQC / OQC report that ships with every order. PDF by default; CSV or Excel on request for customers running automated incoming inspection.
Header section
| Customer | Customer name and PO number |
|---|---|
| OEL order ID | Internal traceability ID |
| Part number | Customer part number and revision |
| Drawing rev | Drawing revision against which inspection was performed |
| Lot ID | Production lot identifier |
| Lot quantity | Total parts in lot |
| Sample size | Per AQL plan |
| Inspector | QC inspector ID |
| Inspection date | YYYY-MM-DD |
Dimensional results
| Feature | Nominal | Tol | Min | Max | Avg | P / F |
|---|---|---|---|---|---|---|
| OD φ | 25.000 | ±0.05 | 24.978 | 25.012 | 24.997 | P |
| Length | 50.00 | ±0.10 | 49.95 | 50.06 | 50.01 | P |
| Bore φ | 10.000 | +0.02 / -0.00 | 10.005 | 10.018 | 10.011 | P |
| True position | 0 | 0.05 (M) | — | 0.032 | — | P |
| Ra | 1.6 | max | 0.8 | 1.4 | 1.1 | P |
Sample row layout. Real reports include every drawing characteristic numbered to match the print balloons.
Material and process verification
- Material grade with MTR reference number
- Hardness reading (HRC / HRB / HV) with sample location
- Coating thickness on plated, anodized or powder-coated parts
- Heat treatment process and operator sign-off
- Surface finish (Ra / Rq) on specified features
- Functional test result (leak / torque / fit) where required
Disposition and sign-off
- Lot disposition - Accepted, Screened, Reworked or Rejected
- Number of defects found by characteristic class (CC / MA / MI)
- Photographs of any defects observed
- QC inspector signature and stamp
- Quality manager counter-signature on escalated lots
- OQC release stamp on the cartons before shipment

Anonymized sample of the standard OEL QC inspection report. Request a sample for your specific industry to see exactly what you'll receive.
Documentation deliverables
What ships standard, what comes on request, and the PPAP package for automotive and aerospace programs.
Standard
Every shipment
- FQC inspection report
- Certificate of Conformance (CoC)
- Packing list with lot traceability
- OQC release record
On request
Quoted at order time
- Material Test Report (MTR / EN 10204 type 3.1)
- First Article Inspection Report (FAIR)
- AS9102 FAI Form 1, 2, 3
- CMM dimensional report with deviation map
- Hardness, roughness, coating thickness reports
PPAP package
Levels 1 - 5
- Design and Process FMEA
- Control plan
- Measurement System Analysis (MSA)
- Capability studies (Cp / Cpk)
- Sample parts and full dimensional package
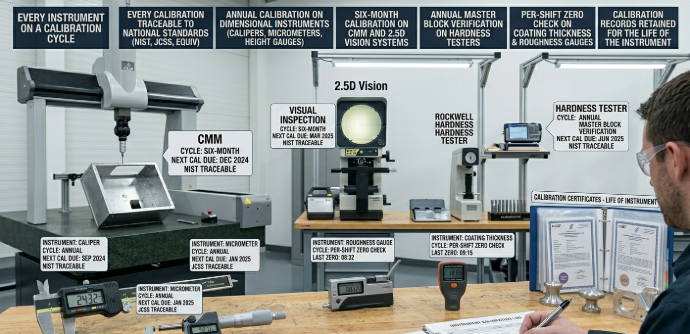
Calibration and traceability
Every instrument on a calibration cycle. Every calibration traceable.
Inspection means nothing if the instrument is wrong. Every CMM, micrometer, hardness tester, gauge and test fixture is on a documented calibration cycle, with certificates traceable to national standards bodies (NIST in the US, JCSS in Japan, equivalent national labs across our manufacturing footprint). Out-of-cal instruments are pulled from service immediately.
- Annual calibration on dimensional instruments (calipers, micrometers, height gauges)
- Six-month calibration on CMM and 2.5D vision systems
- Annual master block verification on hardness testers
- Per-shift zero check on coating thickness and roughness gauges
- Calibration records retained for the life of the instrument
Standards and certifications
Audited to the standards your industry expects.
ISO 9001:2015 quality management, IATF 16949 automotive quality, and ISO 14001 environmental management. Inspection methodology follows ISO 2859 (sampling), ISO 4287 (surface roughness), ISO 148 (Charpy impact), ISO 6892 (tensile testing) and ISO 6508 (Rockwell hardness). Calibration is traceable to NIST and equivalent national labs.


Where documented inspection earns its keep
Automotive
PPAP submission packages, IATF 16949 control plans, FMEA, capability studies, MSA. Critical and significant characteristics (CC / SC) flagged and verified.
Aerospace
AS9102 FAI Form 1/2/3 packages, full GD&T verification on CMM, MTRs on every lot, traceability from raw stock to finished part.
Medical Devices
Documented surface finish, dimensional and hardness data for biocompatibility-critical components. Lot traceability for recall-readiness.
Pressure Vessel and Energy
Charpy impact testing, tensile coupons, MTR 3.1 certificates on castings and machined components for ASME and similar codes.
Hydraulics and Fluid Power
Bore and seal-surface dimensional verification, pressure-decay leak testing on assembled cylinders, surface roughness on rod and bore.
Robotics and Electronics
Tight tolerance verification on motor housings, precision gears, sensor alignment features. Coating thickness on EMI shielding finishes.
Frequently asked
Request a sanitized sample QC report or PPAP package.
Tell us your industry, your AQL or PPM target, and the kind of part you'd be ordering. We'll send back a sanitized example QC report and (if relevant) a redacted PPAP package so you can see the format before you place a PO.
US Office and Warehouse
4338 Bridgeton Industrial Drive
Bridgeton, MO 63044
United States
Inspection and QC labs
Vietnam (primary) - Malaysia - China