Casting Services
Die. Sand. Plastic. Stamped.
One source for cast, molded and formed parts.
Aluminum, zinc and magnesium die casting on 1250T and 1600T cold-chamber machines. Sand casting in iron, steel and aluminum. Plastic injection molding from PP to PEEK. High-speed stamping from 3T to 110T. ISO 9001 and IATF 16949 quality across the line.
Capabilities
Six casting and forming processes under one quality system. Pick the right process for the part - geometry, volume, alloy, surface finish - and we will run it on the matching equipment in our Vietnam or Malaysia plants.
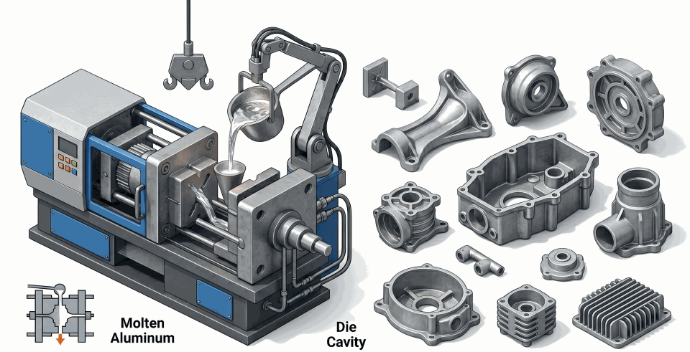
Aluminum Die Casting
A356, ADC10, ADC12 alloys on 1250T and 1600T cold chamber machines. Thin shells, heatsinks, and complex housings with high speed and dimensional accuracy.
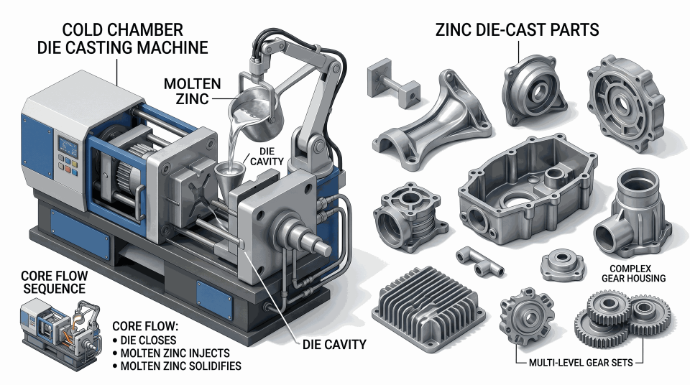
Zinc Die Casting
Zamak family alloys for hardware, locks, decorative components, electronic housings. Tighter tolerances and finer wall sections than aluminum at lower tooling cost.
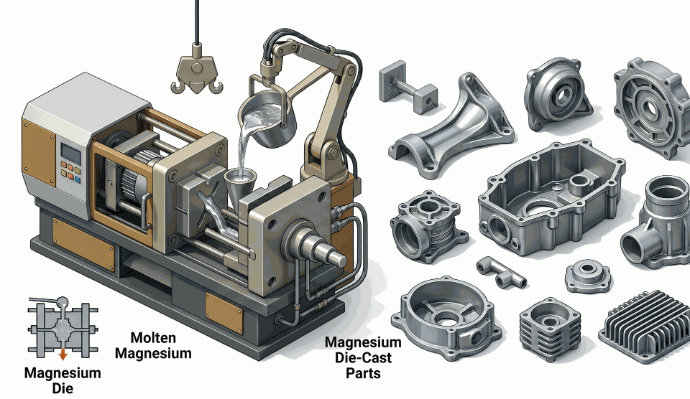
Magnesium Die Casting
AZ91D and AM60B for the lightest possible structural castings - automotive brackets, power-tool housings, electronics chassis where weight matters.

Sand Casting
Gray iron, ductile iron, carbon steel, stainless and aluminum sand castings up to several hundred kilograms. Low tooling cost, ideal for low and medium volume runs.

Investment Casting
Stainless-steel precision castings via the lost-wax process. Fine detail, near-net-shape geometry, minimal machining stock. Best for hardware, hand tools, and medical components.
Plastic Injection Molding
From general-purpose ABS and PP up to high-performance PEEK and PPS. In-house tooling for prototype-through- production runs. Insert molding and over-molding supported.

Metal Stamping
Mechanical and pneumatic presses 3T to 110T, including a dual-spindle 110T pneumatic stamper, NCT automatic punching, and laser cutting / welding for blanks and progressive-die work.
Equipment on the floor
Tonnage and tooling for prototypes through mass production.
Cold-chamber die cast
Large aluminum / magnesium partsCold-chamber die cast
Mid-volume aluminum workDual-spindle pneumatic stamper
High-speed progressive diesPress range
High-speed, mechanical, pneumaticPlus NCT automatic punching, laser cutting and laser welding for blank prep. Billet cutting from 100 mm to 300 mm square stock.
From CAD to packaged casting
A six-stage workflow that protects the tooling investment and keeps the part schedule predictable.
DFM and validation
We review your CAD against draft angles, wall thickness, ejector pin regions, gate and runner placement, and inlet zones. For die casting we flag features that drive tooling cost up before we issue a quote.
Tooling
Hardened-steel dies for high-volume die casting. Sand pattern tooling for low / medium-volume sand work. Plastic injection molds for plastic casting. All tooling owned by you on completion.
Melt and pour
Furnace charged with the specified alloy, melt chemistry verified, and metal transferred to the cold chamber for die casting or to the pouring ladle for sand work. Recyclable scrap returns to the same alloy stream.
Casting and ejection
High-pressure injection (die casting), gravity pour (sand casting) or screw injection (plastic injection molding). Castings are ejected, runners and gates trimmed, parts queued for finishing.
Finishing and post-processing
Grinding, deburring, shot blasting, machining to net shape, then nickel plating, powder coat, painting or anodize as specified.
Inspection and packaging
Documented QC inspection (dimensional, visual, weight where required). NDA-controlled drawing handling. Shipped Ex Works, FCA, FOB, CIF, DDP or DDU via your preferred carrier.
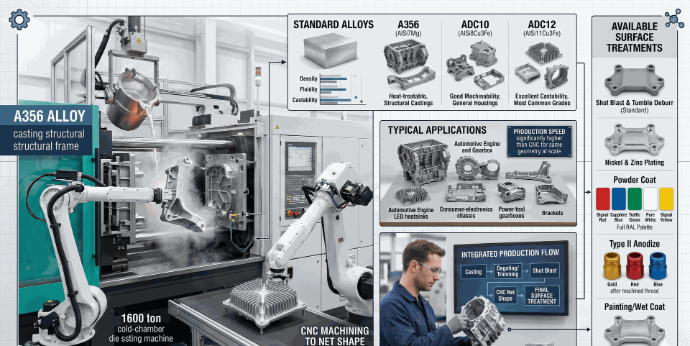
Aluminum die casting in detail
Aluminum is the workhorse of high-volume die casting - good strength-to-weight ratio, excellent thermal conductivity for heatsinks, and naturally corrosion-resistant for outdoor and marine parts. Production speed is significantly higher than CNC machining for the same geometry, especially at scale.
Standard alloys
- A356 (AlSi7Mg) - heat-treatable, structural castings, automotive wheels
- ADC10 (AlSi8Cu3Fe) - good machinability, general housings
- ADC12 (AlSi11Cu3Fe) - the most common Asian die-casting grade, excellent castability
Typical applications
- Automotive engine and gearbox housings
- Light shells and LED heatsinks
- Camera and consumer-electronics chassis
- Power-tool gearboxes and motor housings
- Hardware brackets and structural mounts
Surface treatments available
- Shot blast and tumble deburr (standard)
- Nickel and zinc plating
- Powder coat (full RAL palette)
- Type II anodize (after machining)
- Painting / wet coat
- CNC machining to net shape on critical features
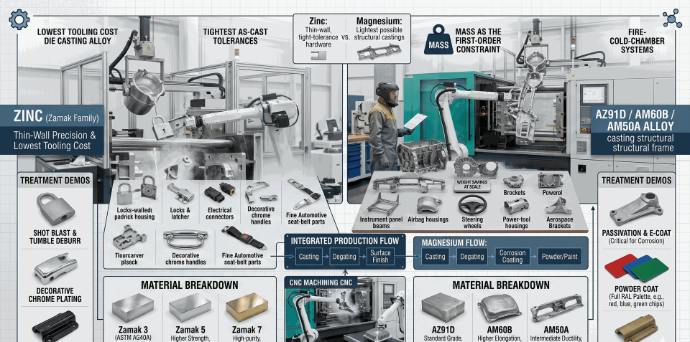
Zinc and magnesium die casting
Zinc and magnesium each cover specific geometries that aluminum can't reach economically. Zinc for thin-wall hardware with tight tolerances; magnesium for the lightest possible structural castings.
Zinc (Zamak family)
- Zamak 3 (ASTM AG40A) - the default Zamak grade, balanced properties
- Zamak 5 - higher strength, used where surface hardness matters
- Zamak 7 - high-purity, best for fine surface finish
Best for: locks, latches, hinges, decorative hardware, electrical connectors, automotive seat-belt parts. Zinc is the lowest-tooling-cost die casting alloy and produces the tightest as-cast tolerances.
Magnesium
- AZ91D - the standard die-casting magnesium grade, good corrosion resistance after coating
- AM60B - higher elongation, better impact behavior - airbag housings, steering wheels
- AM50A - intermediate ductility, instrument panel beams
Best for: automotive structural castings (instrument panel beams, seat frames, steering wheels), power-tool housings, aerospace brackets, and any application where mass is the first-order constraint.


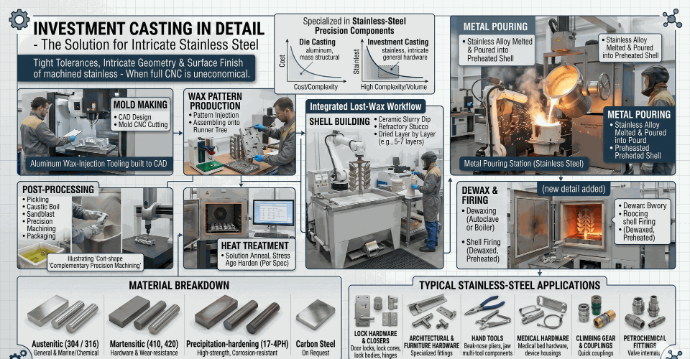
Investment casting in detail
When the part needs the surface finish, tight tolerances and intricate geometry of machined stainless - but the volume makes full CNC machining uneconomical - investment casting is the right process. OEL runs an integrated lost-wax workflow specialized in stainless-steel precision components.
Integrated manufacturing workflow
- Mold making - aluminum wax-injection tooling built to your CAD
- Wax pattern production - patterns injected and assembled onto a runner tree
- Shell building - ceramic slurry dip with refractory stucco, dried layer by layer
- Metal pouring - stainless alloy melted and poured into the preheated shell
- Heat treatment - solution anneal, stress relieve or age harden per spec
- Post-processing - pickling, caustic boiling, sandblasting, precision machining and packaging
Primary alloys
- Austenitic stainless (304 / 304L, 316 / 316L) - general and marine / chemical
- Martensitic stainless (410, 420, 440C) - hardware and wear-resistance
- Precipitation-hardening (17-4PH / 630) - high-strength, corrosion-resistant
- Carbon steel investment castings on request
Typical applications
- Door locks, lock cores, lock bodies and closer hinges
- Architectural and furniture hardware
- Hand tools - beak-nose pliers, jaw inserts, multi-tool components
- Medical bed hardware and device housings
- Climbing gear hardware and quick couplings
- Petrochemical valve internals and fittings
Why investment casting
- Near-net-shape - minimal machining stock, less waste
- Surface finish of 3.2 micrometer Ra as-cast, better than sand
- Tight tolerances achievable without extensive post-machining
- Complex geometry and undercuts handled easily
- OEM and ODM programs fully supported

Sand casting in detail
When tooling cost has to stay low, run volumes are modest, or the part is too large for die casting, sand casting is the right answer. Patterns are inexpensive, alloy choices are wide, and part sizes scale from a few hundred grams to hundreds of kilograms.
Standard alloys
- Gray iron (FC150 / FC200 / FC250) - vibration damping, machinability, valves and pump housings
- Ductile iron (FCD400 / FCD450 / FCD500) - higher tensile strength than gray iron
- Carbon steel (WCB / WCC) - structural castings, heavy-duty service
- Stainless steel (CF8 / CF8M, equivalent to 304 / 316) - marine, food, chemical
- Aluminum (AC1B / AC4B / 356) - large lightweight castings
- Copper-based (bronze, brass) - bearings, marine fittings
Why sand casting
- Lowest tooling cost of any casting process
- Part weights from grams to several hundred kilograms
- Wide alloy selection (ferrous and non-ferrous)
- Cost-effective for runs from a few units to a few thousand
- Forgiving on complex geometry and undercuts
Typical applications
Valve bodies, pump housings, gearbox cases, heavy machinery brackets, wind-power castings, manhole covers, custom structural components, ornamental architectural castings.
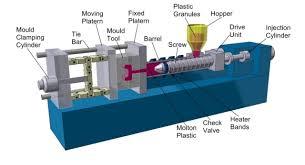
Plastic injection molding
Hot molten resin is injected into a steel mold cavity, cooled under pressure and ejected. Repeatable, fast, and the most cost-effective process for mid- to high-volume plastic parts - from electronics housings to consumer hardware.
Resins regularly molded
- Commodity: ABS, PS, PP, PE
- Engineering: Nylon (PA, PA66), POM (Delrin / Acetal), TPR
- High-performance: PPS, PEEK
- Glass-filled grades and color-compounded resins available on request
Mold and tooling
- Single-cavity prototype tooling for first article runs
- Multi-cavity production tooling for high volume
- Hot-runner systems for high-cycle production
- Insert molding (metal-in-plastic) and over-molding supported
- All molds owned by you and stored at our facility for re-runs
Typical applications
Electrical insulators, chemical-resistant containers, device brackets, electronic connectors, light shells, gear sets, food-grade housings.

Metal stamping
Sheet metal is drawn radially into forming dies through continuous mechanical action - blanking, piercing, drawing, bending and embossing. The most cost-effective way to make large quantities of formed metal parts.
Stamping processes
- Deep draw stamping - depth of the drawn part exceeds its diameter (cans, deep cups, enclosures)
- Blanking stamping - punch and die shape the hole profile on a metal sheet
- Bending stamping - V, U, or channel-shaped configurations along a linear axis
- Embossing - raised features for branding, structural ribs, alignment
- Progressive die stamping - series of dies for consecutive operations in one stroke; ideal for high-volume complex parts
Stamping materials
- Copper (OFC, C11000)
- Brass (C2680)
- Phosphor bronze (C5191)
- Stainless steel (304, 316)
- Aluminum alloy (5052)
Mold types
- Single-stage: simple structure, lower tooling cost - prototypes and low volume
- Progressive: consecutive operations across multiple stations - high volume, complex parts
Finishing and post-processing
Castings come off the mold with as-cast surfaces. We finish to spec in the same facility, no inter-vendor shipping.
Grinding & deburring
Removes parting line, gates, runner stubs
Shot blast / tumble
Uniform matte finish on as-cast aluminum
CNC machining
Precision features after casting (sealing surfaces, threads, bores)
Powder coat
Full RAL palette, chip-resistant finish
Nickel plating
Bright or satin, corrosion and decorative
Zinc / chrome plating
For ferrous castings and stamped parts
Painting
Wet coat, e-coat, custom color matching
Heat treatment
T5/T6 on aluminum, anneal on iron, age hardening
Pickling
Acid bath cleans scale and oxide from stainless investment castings
Caustic boiling
Alkaline cleaning to remove residual ceramic shell after investment casting
Polishing
Mirror or satin polish on stainless hardware and decorative parts
Tolerances and part envelope
Die casting
- As-cast linear tolerance: typically plus or minus 0.1 mm per 25 mm + 0.05 mm
- Wall thickness: down to 0.8 mm in zinc, 1.2 mm in aluminum
- Draft angle: 0.5 degrees to 3 degrees depending on geometry
- Surface finish: 0.8 to 3.2 micrometer Ra as-cast
Sand casting
- Linear tolerance: plus or minus 0.5 to 1.5 mm depending on grade and size
- Part weight: from a few hundred grams to several hundred kilograms
- Wall thickness: minimum 4 mm typical (3 mm for aluminum)
- Surface finish: 6.3 to 12.5 micrometer Ra as-cast (machined to spec on critical features)
Investment casting
- Linear tolerance: plus or minus 0.1 mm per 25 mm typical, CT5 / CT6 grades
- Wall thickness: minimum 1.5 mm in stainless
- Surface finish: 3.2 micrometer Ra or better as-cast
- Near-net shape - most features need only light finish machining
Plastic injection molding
- SPI mold finish standards (A1 mirror, B2 semi-gloss, C1 matte)
- Standard tolerance: plus or minus 0.1 mm per 25 mm
- Tight tolerance: plus or minus 0.05 mm achievable
- Cycle times tuned for the specific resin and wall thickness
Stamping
- Sheet thickness: 0.3 mm to 6 mm typical
- Dimensional tolerance: plus or minus 0.05 mm on punched features
- Bend angle: plus or minus 0.5 degrees standard
When to choose casting vs CNC machining
Stamping
More cost-effective than CNC for large-scale sheet-metal production. Lower per-piece cost once tooling amortizes.
Die Casting
More cost-effective than CNC for high-volume metal parts. Faster cycle, complex geometry in one operation.
Injection Molding
More cost-effective than CNC for plastic parts at scale. Mold investment pays back across the run.
CNC Machining
Superior strength, surface finish and tolerance. Right answer for prototypes, low volume, and parts that have to perform.
We routinely run hybrid programs: cast or stamp the bulk of the geometry, then CNC-machine the critical features. Best of both.
Industries we serve

Automotive
Engine and gearbox housings, brackets, instrument panel beams, seat belt parts, electronic connectors. IATF 16949 certified for serial production.

Lighting and Heatsinks
LED light shells, heatsinks, fixture housings - aluminum die casting where thermal performance and mass production matter.

Valves, Pumps and Fluid Power
Sand-cast iron and stainless valve bodies, pump housings, oil-extractor accessories. Machined to net shape for sealing surfaces.
Electronics and Devices
Connectors, device brackets, camera and consumer-electronics chassis. Zinc and aluminum die casting plus injection-molded enclosures.

Medical Devices
Cast and machined components for medical equipment - housings, brackets, supporting structure. Stainless and biocompatible options available.

Industrial and Wind Power
Large sand castings for wind power, heavy machinery brackets, structural mechanical castings. High-strength ductile iron and steel grades.

Architectural and Door Hardware
Investment-cast stainless lock cores and bodies, closer hinges, door pulls, furniture hardware. Polished or pickled finishes.

Hand Tools and Outdoor Hardware
Beak-nose pliers, multi-tool components, climbing gear, quick couplings. High-strength stainless investment castings - the right finish out of the mold.
The OEL commitment
12-hour response. OEM and ODM. Clear, complete, correct.
Whether you're sourcing your first casting program or qualifying a second source for an existing one, you get a response within 12 business hours. We support both OEM (build-to-print) and ODM (build-to-spec) engagements, and run a "3C" customer-communication standard - clear, complete, correct - on every quote, drawing review and production update.
Response commitment
Build-to-print or build-to-spec
Clear, complete, correct
Quality system
Audited to automotive standards.
ISO 9001 quality and IATF 16949 automotive quality management systems govern every casting run. PPAP, FMEA and control plans available for serial-production programs. Material certifications and dimensional inspection reports ship with every order on request.



Frequently asked
Send a CAD, alloy and target volume. We'll quote tooling, unit price and lead time.
For die casting, please include your preferences on alloy, ejector pin regions, and inlet zones - or let our DFM team propose them. For sand casting, send a CAD or sample plus expected annual volume. For plastic injection, include resin grade and SPI mold finish.
US Office and Warehouse
4338 Bridgeton Industrial Drive
Bridgeton, MO 63044
United States
Casting plants
China(primary), Malaysia, and Vietnam